

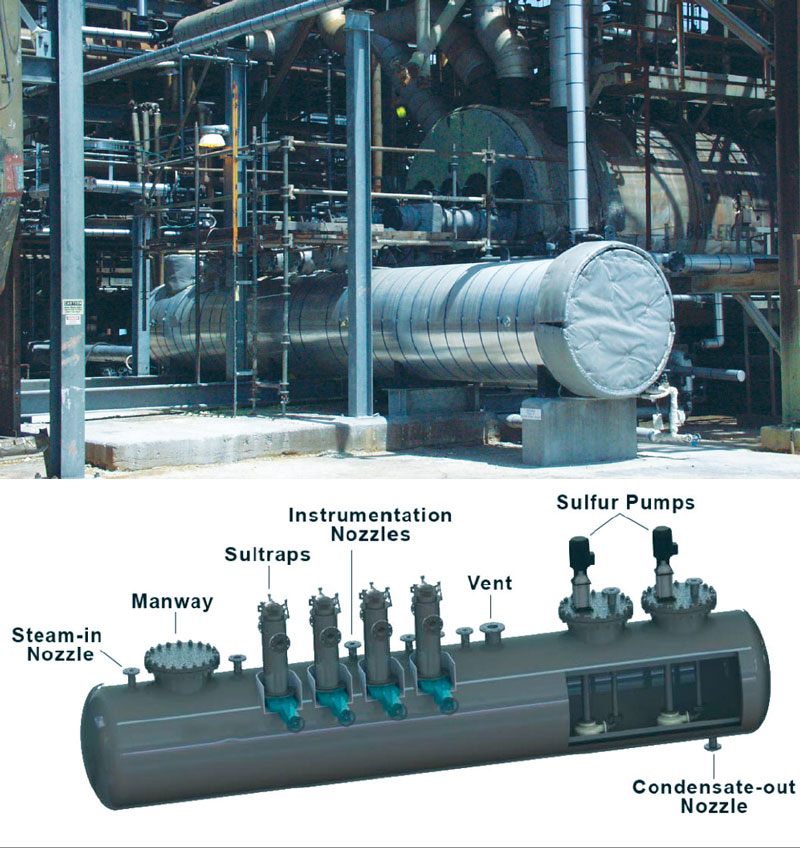
SulTrap: Best Choice to Replace Conventional Seal Legs in a Claus Sulfur Recovery Unit
Sulfur Operations Support (SOS) flagship product, since its inception in 1988, the SulTrap has set the standard for the sulfur recovery units by replacing old, traditional hydraulic seal legs. The SulTrap is fully customizable sulfur sealing system, with seemingly endless variations designed exclusively per client’s needs. SOS recommends the use of 100% steam jacketing, as this jacketing type is the best heating system for this process application. Furthermore, the SulTrap can be manufactured with carbon steel and or stainless steel. For life working purposes, SOS can guarantee a twenty-year life operability if the unit is manufactured out 316L stainless steel.
Ease of Maintenance: Traditional hydraulic seal legs can extend down into the ground for up to 10 plus meters. When one of the tubes experience a plug, leak, or any problems, it becomes a major undertaking to repair. Before this can done, the sulfur recovery unit must be shut down. This can result in significant loss of production and huge cost expenditure for the plant.
Safety and Pollution Control: When utilizing the implementation of the SulTrap, the operators are limited to any exposure to H2S gases and can operate the unit very efficiently and safely. The operator can close the inlet valve, de-pressurize the SulTrap, then open and clean the internal basket safely. Simply put, the SulTrap is not only safer but also limits the exposure of hazardous gases into the environment, creating a pollution control scenario.
As a result, hydraulic seal legs are much more complicated to clean. For instance, the operator will be closing the inlet valve, removing the top flange, and then rod out the long dip tube that the sulfur drains through. This procedure increases exposure to hazardous gases, which is the ultimate reason why the SulTrap was designed, patented, and created. Simply to limit and keep the operators out of dangerous working scenarios.
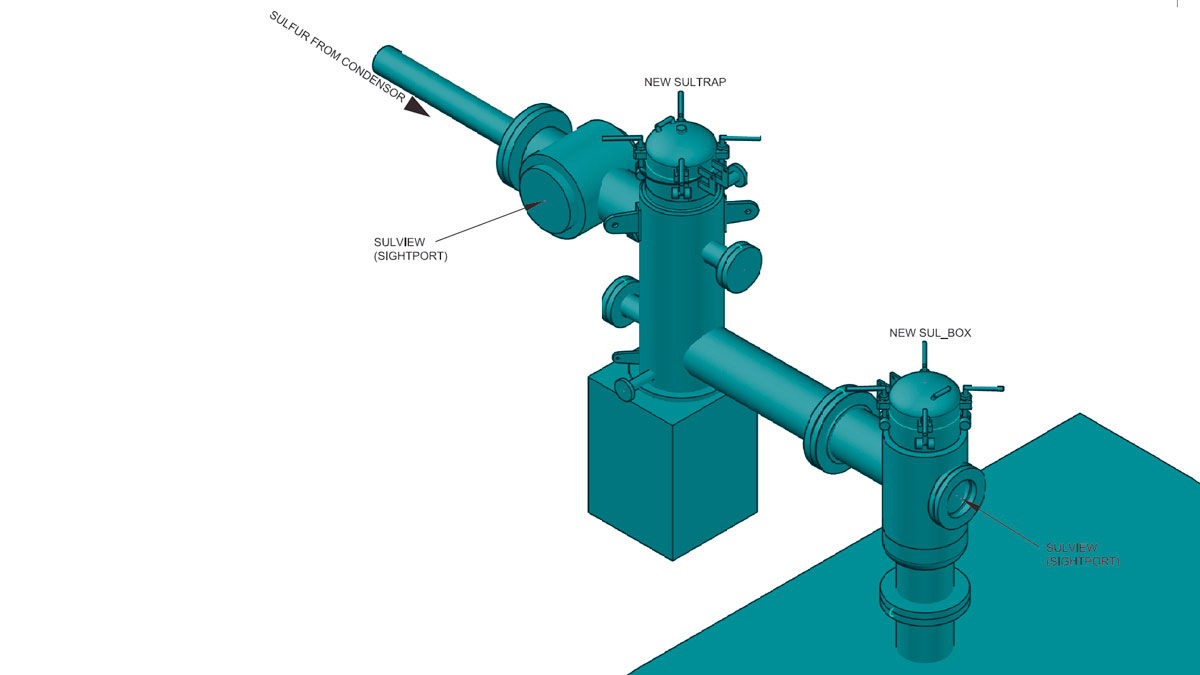
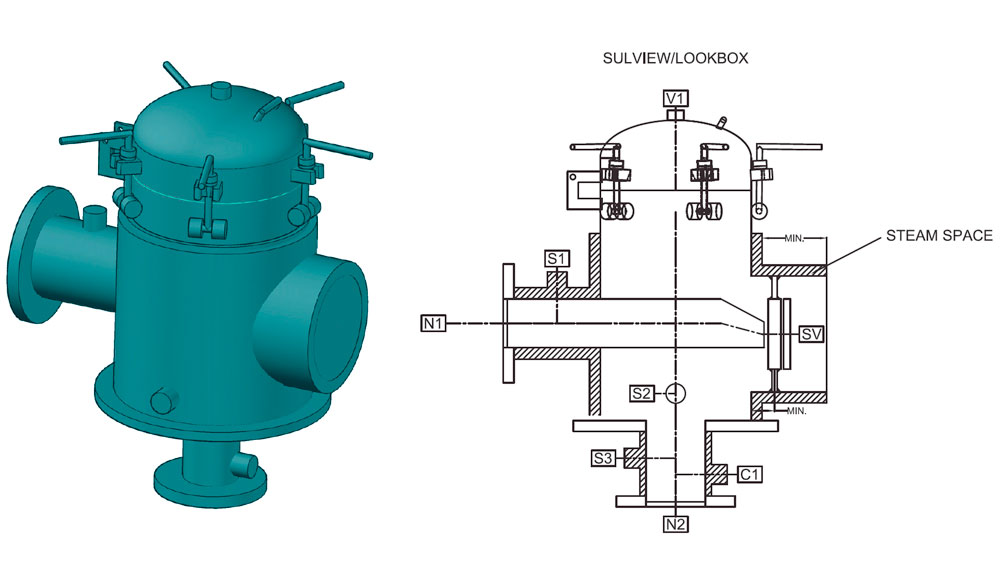
Sulview Sightport and Sul_Box (Lookbox)
The Sulview sightport is a complimenting item to the SulTrap and is a fully patented item. It provides constant, unobstructed vision of the liquid sulfur flow content. As a result, operators can make effective and efficient adjustments without incurring safety hazards.
The Sulview houses a steam coil that distributes heat between the interior and exterior glasses. This effect will prevent sulfur fogging and/or water vapor condensation on the lens, allowing a clear view of the piping internals regardless of the external weather conditions.
The device can be bolted on horizontally, either on the body of the SulTrap, or flange, or vertically on the inlet valve. The borosilicate glass windows can withstand up to 125 psi and comes in sizes of 4” x 6” or 3” x 4”. The inner glass can be removed for inspection and maintenance.
If visual samples are not satisfactory, one can take physical samples from the Sul_box (Look Box). SOS can modify or add a top access lid to the SulTrap, Sulview sightport, or flange for physical inspection and examination of the contents.
An alternative option of the Lookbox is SOS vapor-free sampling in the outline line. With this system, small samples of the flow content are diverted to a convenient area for the clients to sample.




Collection Header System (Above Ground Handling System and or AGHS)
This system replaces the below ground concrete sulfur pits. Underground concrete sulfur pits within the sulfur recovery units can and do result immense costs expenditures for repairs and maintenance. The potential for escaping gases and noxious fumes at grade level can impact the safety of personnel and create huge environmental concerns. In the event of underground pit failures, clients are faced with placing personnel into hazardous situations below ground to perform cleaning, repairs, and inspections.
However, there is a solution the below ground sulfur pit. The AGHS and or Collection Header can collect sulfur through the intergral SulTrap for continuous online pump out for degassing (if required) to off-site storage. The SOS Collection Header can be provided with micro-bubble diffusers for degassing of the sulfur. Additional options include 100% jacketing, bolt-on heat panels, and or our patented S.T.R.O.M. insulation.
For retrofit installations, there are very minimal piping changes. For new installations, the Collection Header would eliminate the requirement for extensive and costly civil work.
- No structures are below ground level, including the sulfur pit.
- Easy to retrofit existing plants
- Replaces failing sulfur pits (very cost effective).
- Options are provided and designed for internal Air Degassing.
- Overall is way more cost effective than continue improvements being made to the concrete pit (sulfur pit).
- CH is fully enclosed; no escaping gases to activate H2S alarms, local corrosion, and most importantly protecting operators while simultaneously protecting the environment.
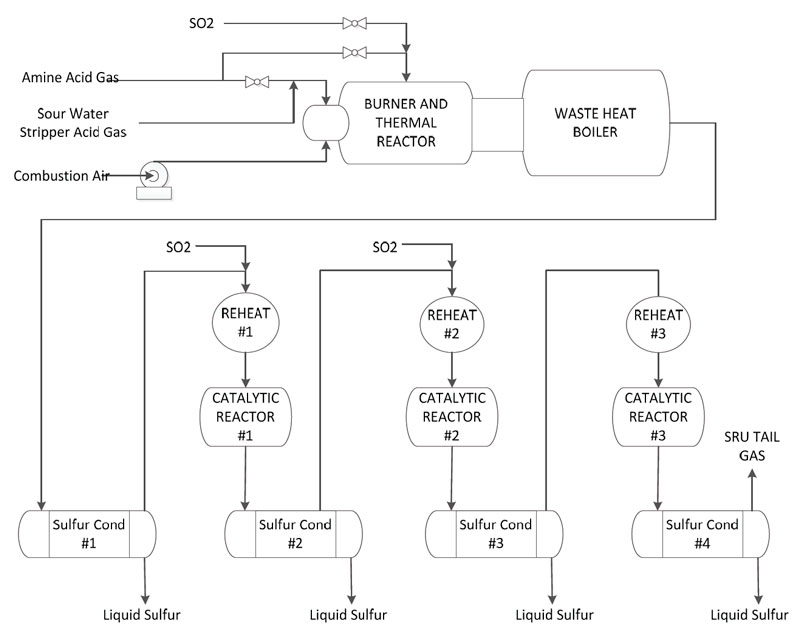
Sulfur Dioxide Injection
Sulfur dioxide can be produced externally and injected into a thermal reactor, reactivation vessel, or at any location where hydrogen sulfide is present. This process can significantly increase the capacity of a Claus and tail gas unit. This procedure also reduces the cost dramatically for new plant SRU applications by eliminating the need for traditional thermal reactors, large waste heat boilers, and traditional re-heaters. The SO2 is produced by a unique processing unit that also provides high quality nitrogen for use on-site at no extra costs.
The advanced no-ammonia process will allow clients to process large volumes of sour water stripper gas without major modifications to the current sulfur recovery unit. As a result, millions of dollars can be saved when implementing the SDI system.
Advantages
- Multi-point SO2 injection in SRUs increase capacity with minimum modifications and provides flexibility for performance optimization.
- SO2 generation is proven technology.
- Cost Savings for SRU Thermal Stage Equipment (Significant Cost Savings)
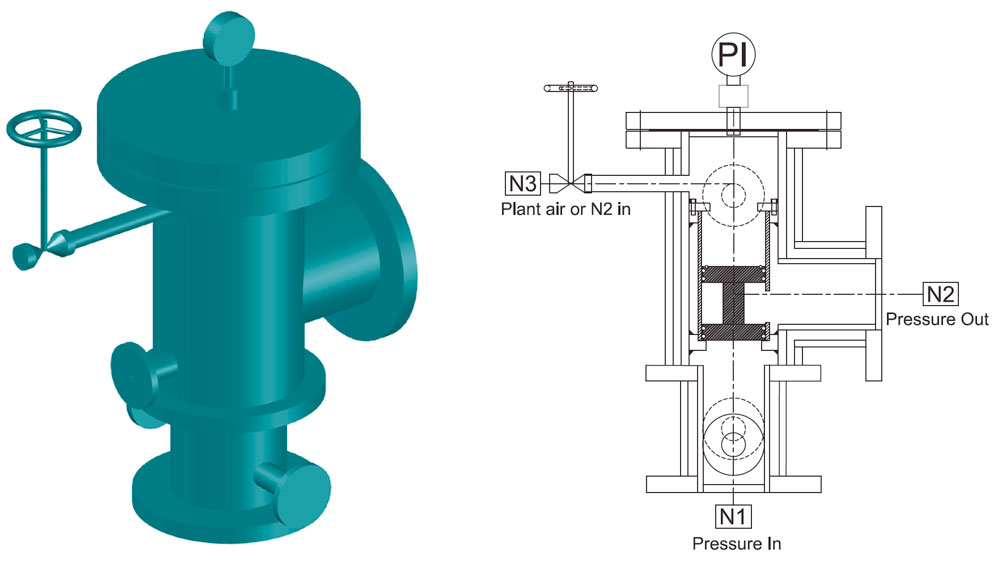
Pressure Surge Device (PSRD)
SOS developed the PSRD to provide large volume relief to an over-pressurized SulTrap in the SRU. The device has applications in many industries, not to exclude pipelines and many more.
How the item operates: The top chamber has a nitrogen instrument (IA) pad, and the gas pressure is supplied through a small instrument back pressure regulator. The set pressure is based on the overall cross section area between the top plate and the seat cross section area of the lower plug.
For example: If the lower plug has a diameter of 4 inches, the upper plate would have a diameter of 6 inches. If the design pressure for relief is 20 psig, then the nitrogen/IA pad would have a chamber pressure of 9 psig.
If pressure falls below the relief point, the upper chamber will maintain a downward force on the seal to prevent pressure from the inlet to escape. If pressure rises above relief point, the shaft will rise, allowing gas to escape and exit. Once the pressure is below the relief point again, the cycle continues.
The upper plate has a maximum travel of 1 inch. In the upper chamber, the upper plate has small weep holes that allow a small volume of nitrogen/IA to continuously purge the relief chamber and exit out the pressure through the nozzle.
The total relief area = (circumference of the lower plug x the 1-inch rise). A 4-inch diameter plug would have a circumference of 12.5 area of open upon a 1-inch rise. Most relief systems that can permit this area are rupture systems that cannot reseal themselves.
Key benefits
- The PSRD does not rely on springs.
- The internal shaft can be removed for inspection.
- The upper plate reseals itself.
- Fully-Steam Jacketed.
![]()
ROBMET ROMANIA
Adress: 617200 Mihai Viteazul St.
DN15 D Piatra Neamt – Roman
Neamt County – Romania
Phone: +40 233 233 460
Email: contact@robmet.ro
www.robmet.ro
